




 扫一扫
扫一扫
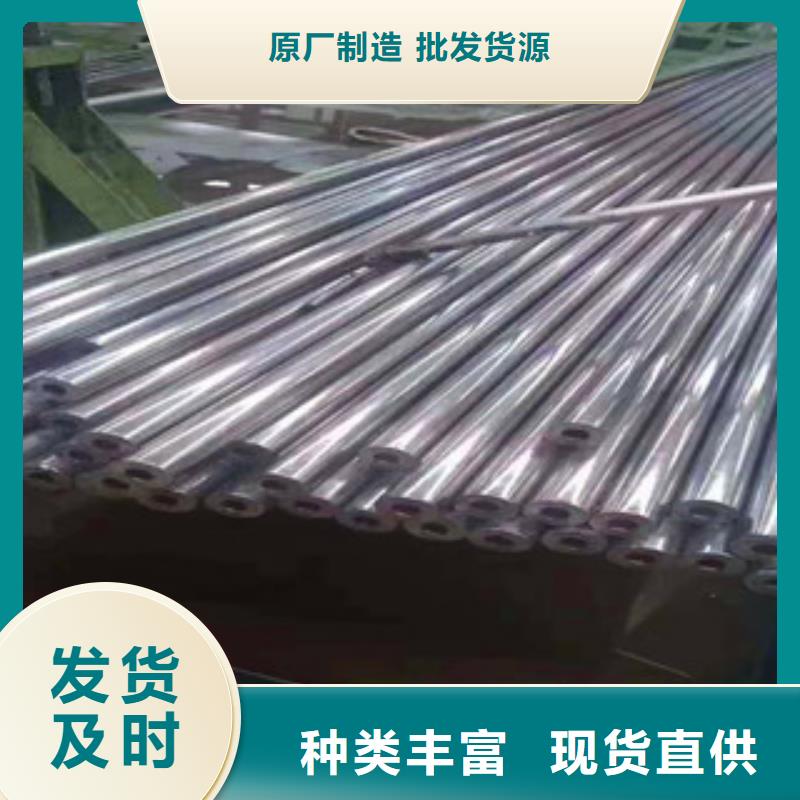
精密无缝钢管,42crmo精密钢管市场行情")
精密钢管分类介绍:
5.承压流体输送用螺旋缝埋弧焊精密钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝精密钢管。精密钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用安全可靠。精密钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。
6.承压流体输送用螺旋缝高频焊精密钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊精密钢管。精密钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用安全可靠,精密钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。
7.一般低压流体输送用螺旋缝埋弧焊精密钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊精密钢管。
8.一般低压流体输送用螺旋缝高频焊精密钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊精密钢管。
9.桩用螺旋焊缝精密钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用精密钢管。
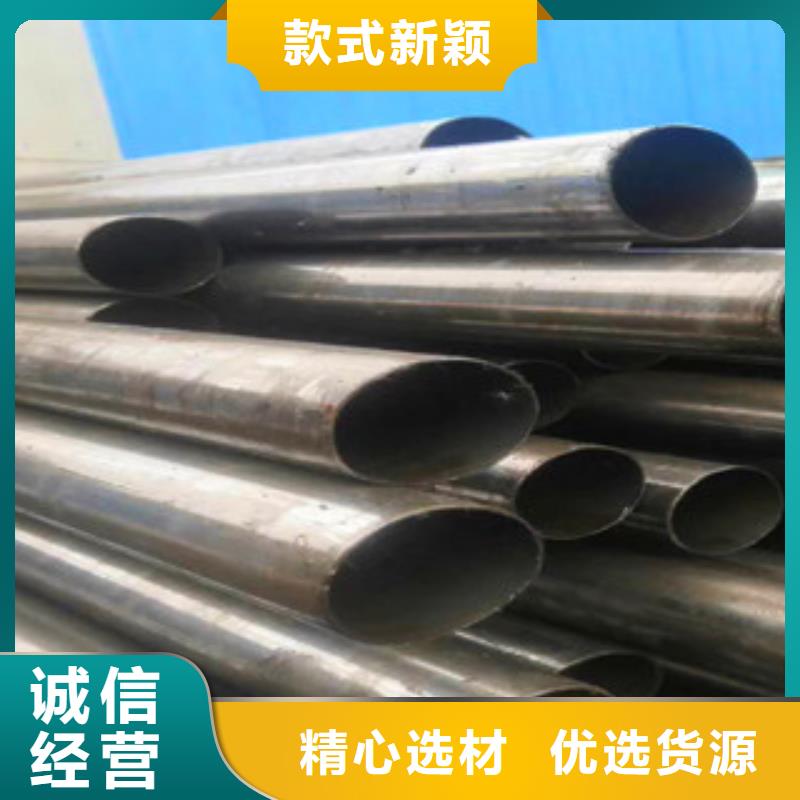
精密无缝钢管,42crmo精密钢管市场行情")
管材在温加工温度范围内(室温以上,再结晶温度以下)的拉拔,目的是减小拉拔时的应力和拔制力,以增加道次变形量,强化变形过程,减少道次和提高拉拔生产效率。温拔时管材的加热方式有接触式和感应式两种。采用感应加热时被加热的管子和感应线圈必须严格同心,才能保证圆周上两者之间的间隙一致和加热均匀;另外在出现拔制过程停顿时管子容易过热。由于此原因,温拔以采用电接触加热居多,其拔制过程和装置见图。
精密钢管生产方式:
(3)长芯棒滚模拔制圆管工艺(图7)。中国北京科技大学研究成功的多辊滚模长芯棒拔制圆管的过程是:拔制前先将管头缩口,使之与芯棒锥形过渡区相配合以卡住管子。然后插入芯棒,且使长芯棒细端通过滚模。拔制时冷拔机钳口咬住芯棒细端做直线运动,并将管子和芯棒一起从滚模中拉出,实现管材减壁延伸变形,变单纯冷拔法为拔轧结合法。这种方法可获得大的道次变形量,可减少能量消耗,结构简单,管子表面质量好;缺点是脱棒较困难。
精密无缝钢管,42crmo精密钢管市场行情")
精密无缝钢管,42crmo精密钢管市场行情")
精密无缝钢管,42crmo精密钢管市场行情")
龙丽金属材料有限公司地处东昌府区开发区蒋官屯街道办事处前屯工业园。交通便捷。公司实力雄厚。诚聘了工程师,有实践经验的技术人才,大中专学生,经营管理人才一百余人。公司生产设备国内质优,检测手段先进,检测设施齐全。公司将一如既往,竭诚与社会各界新老朋友一起,互惠合作,携手并进,共谋发展。
精密无缝钢管,42crmo精密钢管市场行情")
精密无缝钢管,42crmo精密钢管市场行情")
技术支持:059t.com